地址:湖南省宁乡市夏铎铺机械工业园
手机:17708458206
售后:0731-84168206
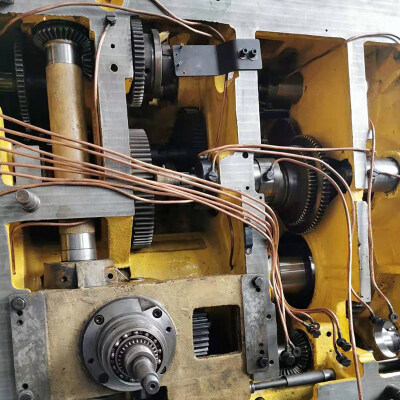
摘要:J1FCNCⅢ型数控车床是很早之前就引进使用的设备,该设备精度高,即使厂里已拥有大量的加工中心和车削中心,该车床在日常生产中仍发挥了重要的作用,为厂里生产任务做出了重要贡献。经过几十年的使用,该设备的几何精度和机械性能明显下降,已不能适应高精度零件的加工。为了恢复机床的各项精度和性能,对该机床进行了大修。对个导轨进行刮研,更换主轴轴承,修复润滑系统,一批J1FCNCⅢ型车床恢复了出厂加工精度并交付车间使用,为我厂节约了大量资金。一、修理前的准备工作
1.1调整机床水平
大修机床就位后,先对其调整水平。用两水平仪纵横安放在机床横滑板上,校正机床使其在纵向、横向达到0.02/1000。
1.2对各项精度进行预检
检查结果如下:
主轴轴肩支撑面的跳动: 0.03mm 要求:0.02mm
主轴的轴向窜动: 0.02mm 要求:0.01mm
主轴定心轴颈的径向跳动 0.03mm 要求:0.01mm
主轴锥孔轴向的径向跳动:近端 0.02mm 要求:0.01mm
远端 0.04mm 要求:0.02mm
主轴轴线和尾座轴线的等高 0.08mm 要求:0.04mm(只允许尾座高)
Z轴和X轴的垂直度 -0.06mm 要求0.02mm(车端面只允许凹)
二、各导轨精度的修复
一般情况下床身采用磨削加工或精刨,这样可以提高生产效率并降低劳动强度,也可以采用人工刮削方法。现代式的机床导轨采用了"贴塑"工艺,替代了老式的"铸铁—铸铁导轨"。即采用粘结的方法,将氟塑料导轨软带固定在动导轨上,经过这样处理的导轨摩擦系数低,具有良好的防止爬行的性能,耐磨性高,能够自润滑,导轨则都是经过高频淬火的,所以摩擦主要发生在氟塑料上,维修时只需重新粘贴动导轨上的氟塑料,再配刮研即可。
2.1研点法
采用刮研法修整导轨的直线度误差时,大多采用研点法。刮研导轨时,导轨的直线度误差通常由平尺的精度来保证,同时对单位面积内研点的密度也有一定的要求,规定为每25mm×25mm内研点不少于10~20点(即每刮方内点子数)。
用研点法检测导轨的直线度,在平尺表面上涂上一层很薄的蓝粉,在被检导轨表面均匀涂上一层很薄的红粉,将平尺覆在被检导轨表面,用适当的压力作短距离的往复移动进行研点,然后取下平尺,观察被检导轨表面的研点分布情况及研点最疏处的密度。研点在导轨全长上均匀分布,则表示导轨的直线度误差已达到平尺的相应精度要求。

2.2刮研工艺
刮研精度时应注意各项精度之间的关系,合理的刮研顺序既能保证刮出的精度合格,又为维修者节省大量时间,节省资源。基于以上情况,制定刮研工艺,如图所示:
1.以平台为基准,刮中拖板底面平导轨,保证平行度达到0.01mm
2.以中托板底平面导轨为基准,合研大托板平面导轨,保证直线度达到0.02mm,两平轨扭曲达到0.02/1000mm。
3.以平尺为基准,刮大托板燕尾导轨的非斜铁面,因为斜铁面磨损的是斜铁的贴塑面,保证两燕尾的直线度达到0.02mm,平行度到达0.02mm/全长。
4.与大托板燕尾合研中托板非斜铁的燕尾面。再配刮另一燕尾面的斜铁,使刮900时方便检测。
5.大托板下导轨对床身导轨合研,保证导轨直线度达到0.02mm,以及纵横向垂直度小于900,以保证车出的端面为凹心,要求在0.02/300mm以内。
6.配刮其他斜铁。
全国咨询热线
地址:湖南省宁乡市夏铎铺机械工业园
手机:17708458206 18008480841
电话:0731-84168206
传真:0731-84168206
邮编:410000
售后:0731-84168206

微信扫一扫
 在线咨询
在线咨询 联系我们
联系我们