地址:湖南省宁乡市夏铎铺机械工业园
手机:17708458206
售后:0731-84168206
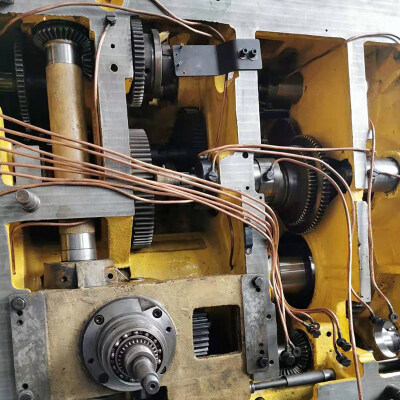
数控机床是半闭环或者全闭环的控制系统。 伺服控制系统由电流环、速度环和位置环三环结构组成。 位置环控制数控机床的位置精度,加工精度超差属于位置环故障,应从位置环着手分析。 位置环由伺服驱动器和滚珠丝杆螺母副组成,伺服驱动器把来自数控系统的插补脉冲经过运算和放大处理驱动交流伺服电机产生转矩。 交流伺服电机通过联轴器(齿轮或同步带)把转矩传给滚珠丝杆螺母副带动工作台做直线运动, 滚珠丝杆螺母副和支撑滚珠丝杆的角接触轴承都需要预紧消除轴向间隙。 数控机床加工精度超差故障应从机械和电气两方面进行诊断。 机械方面包括联轴器、滚珠丝杠螺母副和支撑滚珠丝杆的轴承。 首先检查联轴器是否松动,方法是用油性笔在联轴器上画一条直线,然后正反方向旋转伺服电机, 观察联轴器的两端连接的直线是否错位, 如果直线错位则连接伺服电机和滚珠丝杆的联轴器有松动打滑需要紧固。 再检查支撑滚珠丝杆的轴承轴向窜动,检查方法: 把一粒大小合适的钢珠用润滑脂粘在滚珠丝杆非电机端端面的小孔内,百分表表座固定,表尖顶住钢珠的高点,工作台反向时观察百分表指针偏转示数,一般的数控机床,百分表指针偏转示数在 0.02mm 内,轴承的轴向窜动间隙正常,如果偏转示数超差,调整轴承的间隙或更换轴承,工作台同一方向运动百分表的指针应该不摆动, 若有摆动可能轴承滚珠或滚道磨损需要更换轴承。 支撑滚珠丝杆轴承的轴向窜动正常后再检查滚珠丝杆螺母副的间隙[2],其检查方法和检查轴承轴向窜动方法相同,百分表座固定表尖顶住工作台, 工作台反向时观察百分表指针偏转示数,示数在 0.04mm 内可以通过数控系流反向间隙参数补偿, 如果偏转示数过大重新预紧丝杆螺母消除间隙或更换滚珠丝杆螺母, 最后检查工作台同一方向移动的理论距离和实际距离是否相同,例如通过编程每次理论移动距离 5mm,用百分表测量实际距离,每次实际距离不在机床定位精度范围内,滚珠丝杆螺母滚珠、滚道有磨损,需要修复或更换滚珠丝杆螺母副。 电气方面的故障可能在伺服驱动器或伺服电机上, 用替换法容易判断故障部位,从笔者维修案例来看,数控机床加工精度超差故障大都是机械方面的原因,电气方面的原因比较少。

全国咨询热线
地址:湖南省宁乡市夏铎铺机械工业园
手机:17708458206 18008480841
电话:0731-84168206
传真:0731-84168206
邮编:410000
售后:0731-84168206

微信扫一扫
 在线咨询
在线咨询 联系我们
联系我们