地址:湖南省宁乡市夏铎铺机械工业园
手机:17708458206
售后:0731-84168206
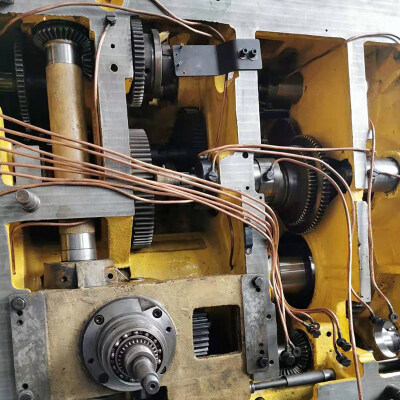
刀具夹紧装置的清洁在自动换刀机床的刀具自动夹紧装置中,刀杆常采用7:24的大锥度锥柄,这既利于定心,也为松刀带来方便。立式加工中心主轴部件所示,用碟形弹簧通过拉杆及夹头拉住刀柄的尾部,使刀具锥柄和主轴锥孔紧密配合,夹紧力可达10000N以上。松刀时,通过液压缸活塞推动拉杆来压缩碟形弹簧,使夹头张开,夹头与刀柄上的拉钉脱离,刀具即可拔出,进行新、旧刀具的交换。新刀装入后,液压缸活塞后移,新刀具又被碟形弹簧拉紧。在活塞推动拉杆松开刀柄的过程中,压缩空气由喷气头经过活塞中心孔和拉杆中的孔吹出,将锥孔清理干净,防止因主轴锥孔中掉入切屑和灰尘,而把主轴锥孔表面和刀扦的锥柄划伤,同时可保证刀具的正确位置。因此,主轴锥孔的清洁十分重要。

主轴滚动轴承的预紧。所谓轴承预紧,就是使轴承滚道预先承受一定的载荷,这样不仅能消除间隙,而且能使滚动体与滚道之间发生一定的变形,从而使接触面积增大,轴承受力时的变形减少,抵抗变形的能力提高。因此,对主轴滚动轴承进行预紧和合理选择预紧量,可以提高主轴部件的旋转精度、刚度和抗振性。装配机床主轴部件时要对轴承进行预紧,使用一段时间以后,间隙或过盈有了变化,应重新调整,所以要求预紧结构便于调整。滚动轴承间隙的调整或预紧,通常是通过使轴承内外圈产生相对轴向移动来实现的。常用的方法有以下几种。

1)轴承内圈移动,这种方法适用于锥孔双列圆柱滚子轴承。用螺母通过套筒推动内圈在锥形轴颈上做轴向移动,使内圈变形胀大,在滚道上产生过盈,从而达到预紧的目的。
图a所示的结构简单,但预紧量不易控制,常用于轻载机床主轴部件。图b所示的结构用右端螺母限制内圈的移动量,易于控制预紧量。图c所示在主轴凸缘上均布数个螺钉以调整内圈的移动量,调整方便,但是用几个螺钉调整易使垫圈歪斜。图d所示的结构将紧靠轴承右端的垫圈做成两个半环,可以从径向取出,修磨其厚度可控制预紧量的大小,调整精度较高,调整螺母一般采用细牙螺纹,便于微量调整,而且在调好后要能锁紧防松。

2)修磨座圈或隔套如图a所示,轴承外圈宽边相对(背靠背)安装,这时修磨轴承内圈的内侧;图b所示为外圈窄边相对(面对面)安装,这时修磨轴承外圈的窄边。安装时应按图示的相对关系装配,并用螺母或法兰盘盖将两个轴承轴向压拢,使两个修磨过的端面贴紧,这样在两个轴承的滚道之间产生预紧。另一种方法是将两个厚度不同的隔套放在两轴承内外圈之间,同样将两个轴承轴向相对压紧,使滚道之间产生预紧力。
全国咨询热线
地址:湖南省宁乡市夏铎铺机械工业园
手机:17708458206 18008480841
电话:0731-84168206
传真:0731-84168206
邮编:410000
售后:0731-84168206

微信扫一扫
 在线咨询
在线咨询 联系我们
联系我们